石英填充PVC耐磨地板磚
概述 前述兩種PVC地板磚在耐磨性上不夠理想,因而影響使用壽命及應(yīng)用場合。近年來新開發(fā)的石英填充pvc地板磚是一種新型地面裝飾材料,它有良好的耐磨性,且耐酸堿、不怕燙、華麗美觀、價(jià)格低廉、施工方便,可廣泛用于高、低檔住宅辦公大樓,醫(yī)院,商店等各種場所,據(jù)報(bào)道,使用壽命可長達(dá)25年之久。
石英填充PVC耐磨地板磚原料及典型配方 見下表所列。
| 石英填充聚氯乙烯耐磨地板磚原料及典型配方(質(zhì)量份) | |||
| 物料名稱 | 配比 | 物料名稱 | 配比 |
| PVC(SG-5) | 100 | 硬脂酸鈣 | 1 |
| DOP | 30~35 | 硬脂酸鋇 | 1 |
| 環(huán)氧大豆油 | 3 | ACR-201 | 3~5 |
| MgO | 1 | 石英砂 | 300~350 |
| 三鹽基硫酸鉛 | 2 | 顏料 | 適量 |
配方中,PVC樹脂選用SG-4型或SG 7型為好,石英砂粒度要求0.05~0. 45mm,顏料應(yīng)選用色調(diào)鮮明、著色力強(qiáng)、遮蓋力、分散性好和耐熱、耐光、耐遷移、耐化學(xué)穩(wěn)定性好的顏料來著色,保證制品顏色鮮艷、純正,久用不變色。
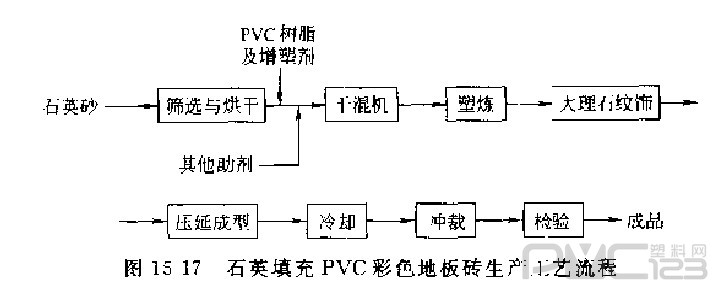
石英填充PVC耐磨地板磚生產(chǎn)工藝流程
原材料按嚴(yán)格配方加入干混機(jī)中充分均勻餛合后,用傳送帶傳送到二輥開煉機(jī)塑煉,塑煉的物料自動加至大理石紋飾開煉機(jī),加人大理石紋飾料后再自動送至二輥成型機(jī),軋延成表面光滑而富有彈性的片材,經(jīng)冷卻后由傳送帶送到裁斷機(jī),裁成預(yù)定尺寸的地板磚,經(jīng)檢驗(yàn)后進(jìn)行包裝,其工藝流程如圖15-17。
石英填充PVC耐磨地板磚生產(chǎn)工藝
(1)原材料混合 經(jīng)篩選烘干后的石英砂、PVC樹脂及其他助劑、顏料等按照一定的順序,經(jīng)嚴(yán)格計(jì)量后加入干混機(jī)中混合30min即可。
(2)塑煉 塑煉工序是影響顏色的關(guān)鍵,塑煉時(shí)間長則溫度高,顏色會變深甚至出現(xiàn)陰影。因此,塑煉操作時(shí)必須注意以下幾點(diǎn)。
①確保塑煉機(jī)的開車溫度為160~170℃。
②保持等量、平穩(wěn)操作,即等量添加物料,均勻翻切及相同的塑煉時(shí)間。
③塑煉時(shí)間掌握在使通在軋煉機(jī)的傳送帶上保持有3~5塊料塊。
④必須以均勻的速度添加來自沖割和檢測工序的回收料屑。
(3)大理石紋飾(又稱軋煉)確保大理石紋飾開煉機(jī)前輥165℃左右,后輥160℃左右,兩輥間距調(diào)到5~8mm。
(4)二輥壓延成型 成型工序是影響產(chǎn)品外觀、厚度、理化性能等重要質(zhì)量指標(biāo)的關(guān)鍵,所以必須做到以下幾點(diǎn)。
①準(zhǔn)確調(diào)整好輥距,以保證產(chǎn)品的厚度。
②二輥成型機(jī)前輥溫度140~150℃,后輥溫度150~155℃,以使料片離開壓延輥筒后,保持在高彈態(tài)下通過剝離輥。
③嚴(yán)格控制加人成型機(jī)的料塊量,并迅速使料塊均勻分布在輥間,以保證壓出的料片均勻無殘缺。
(5)冷卻 冷卻輥溫度控制在40℃,通過溫控儀自動控制。
(6)沖裁、檢驗(yàn)包裝 片材自動平穩(wěn)進(jìn)人裁斷機(jī),裁斷時(shí)保證片材絕對靜止,檢驗(yàn)后的合格地板包裝成盒,并在盒仁打上顏色和生產(chǎn)號標(biāo)記。
石英填充PVC耐磨地板磚主要設(shè)備 流化干燥機(jī)、干混機(jī)、雙輥開煉機(jī)、大理石紋飾機(jī)(軋煉機(jī))、沖裁機(jī)。